Dokumentácia pre zváranie WPS – 2. časť
 Ak je našou úlohou stanoviť zvárací postup na vykonanie konkrétneho zvarového spoja, je postup pre vyplnenie formulára WPS nasledovný. Najprv si nakreslíme tvar zváraných plôch. Ak tento tvar nie je daný výkresom, je nutné sa pozrieť na normalizované zvary zváraných plôch do normy EN ISO 9692. Z neho vyberieme vhodný tvar a rozmery. Tvar spoja okótujeme a zakreslíme to príslušného pola formulára. Tvar zváraných plôch nakreslíme tiež do druhého pola formulára, kde ale namiesto kót nakreslíme jednotlivé zvarové húsenice. Počet a veľkosť zvarových húseníc sa vyberá s ohľadom na používanú metódu zvárania, hrúbku materiálu a priemer použitých prídavných materiálov. Nesmieme zabudnúť jednotlivé húsenice očíslovať kvôli ďalšej identifikácií.
Ak je našou úlohou stanoviť zvárací postup na vykonanie konkrétneho zvarového spoja, je postup pre vyplnenie formulára WPS nasledovný. Najprv si nakreslíme tvar zváraných plôch. Ak tento tvar nie je daný výkresom, je nutné sa pozrieť na normalizované zvary zváraných plôch do normy EN ISO 9692. Z neho vyberieme vhodný tvar a rozmery. Tvar spoja okótujeme a zakreslíme to príslušného pola formulára. Tvar zváraných plôch nakreslíme tiež do druhého pola formulára, kde ale namiesto kót nakreslíme jednotlivé zvarové húsenice. Počet a veľkosť zvarových húseníc sa vyberá s ohľadom na používanú metódu zvárania, hrúbku materiálu a priemer použitých prídavných materiálov. Nesmieme zabudnúť jednotlivé húsenice očíslovať kvôli ďalšej identifikácií.
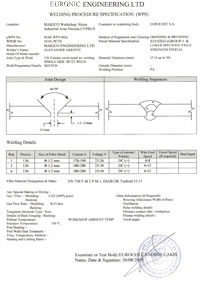
Nasledujúcim krokom je vyplnenie tabuľky pod nákresmi. Pre každú húsenicu, ktorej sme priradili číslo, vyplníme použitú metódu zvárania. Je možné kombinovať aj viacej metód na jednej WPS. Vyplníme tiež priemer prídavného materiálu, polaritu, veľkosť zváracieho prúdu a napätia, rýchlosť posuvu drôtu, rýchlosť zvárania, prípadne maximálny tepelný príkon. Ten sa však v praxi vypĺňa len v prípade, že je jeho hodnota kritická.
Čo sa týka ďalších koloniek, tam sa vypĺňajú len údaje, ktoré sú pre zváranie danou metódou skutočne nutné. Zvolené druhy prídavných materiálov a ochranných plynov sa udávajú všeobecne podľa konkrétnych noriem.
Nezabudnime na začiatku vyplniť názov firmy ktorá bude WPS používať, ako aj použitú metódu zvárania, typ spoja (BW je tupý, FW je kútový) a polohu zvárania podľa EN ISO 6947, typ základného materiálu, jeho hrúbku, prípadne priemer trubiek. Uvádzajú sa aj podrobnosti o príprave zváraných plôch a ich opracovanie, tiež použitá technológia a meno zvárača ktorý robí skúšobné zvary pre kvalifikáciu. Po kvalifikácií sa doplní číslo protokolu WPQR a meno skúšobnej organizácie, ktorá WPQR vyhotovila a nesmie sa zabudnúť prideliť aj číslo WPS.